Cистемы автоматической пайки двойной волной припоя СЕРИИ HWS

Цена по запросу
Отправить запрос
Наши менеджеры обязательно свяжутся с вами и уточнят условия заказа
Цена действительна только для интернет-магазина и может отличаться от цен в розничных магазинах
Описание
Серия HWS – это компактные установки для стабильной и качественной пайки печатных плат с любым сочетанием выводных (THT) и поверхностных (SMD) компонентов. Основа системы – двойная волна припоя: турбулентная под высоким давлением обеспечивает хорошее смачивание и заполнение зазоров, ламинарная с низкой скоростью истечения сглаживает образовавшиеся перемычки и завершает формирование галтелей. Титановая ванна для припоя в сочетании с эффективной системой подогрева и опциональной азотной средой напрямую влияют на снижение брака и производственных затрат.Конструкция HWS обеспечивает контроль процесса и минимизацию ручного труда. Это дает предсказуемую производительность и технологическую надежность, необходимые для бесперебойного серийного выпуска электроники.

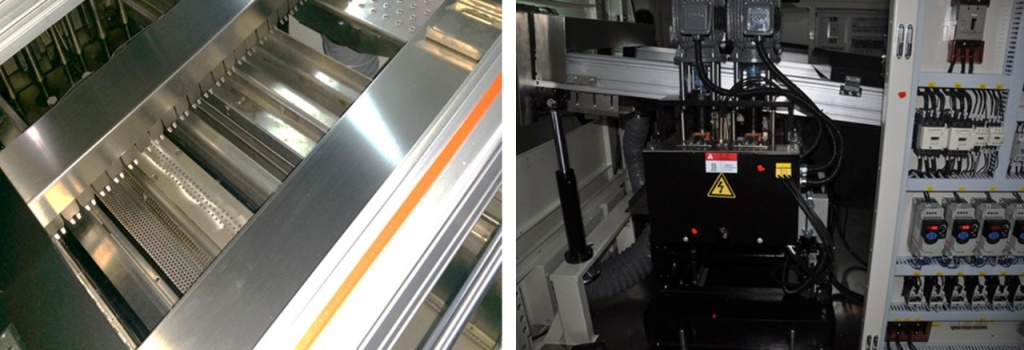
В процессе пайки двойной волной, печатная плата сначала проходит через первую волну припоя, которая часто называется «турбулентной волной». Эта волна имеет высокое давление и создает турбулентность, что способствует лучшему смачиванию и заполнению припоем всех контактных площадок и отверстий на плате. Однако, турбулентность может приводить к образованию перемычек между близко расположенными контактами. Затем плата проходит через вторую волну, которая называется «ламинарной волной». Эта волна имеет более низкую скорость истечения и более пологую форму, что позволяет ей устранять перемычки, образованные первой волной, и формировать аккуратные галтели на контактных площадках. Независимое управление обеими волнами позволяет получить лучшее смачивание, заполнение зазоров и образование качественных галтелей, а также устранять перемычки и другие дефекты, возникающие при пайке первой волной. Двойная волна использоваться как для компонентов с вы-водами, так и для компонентов поверхностного монтажа.
Процесс управляется мощными высокотемпературными моторами, прокачивающими припой через ванну из титанового сплава,что обеспечивает долгий срок службы даже в экстремальных условиях. Прецизионная моторизированная система отвечает за два ключевых действия: плавное вертикальное перемещение ванны для точной настройки высоты и формы волны припоя и горизонтальное выдвижение для быстрого и безопасного доступа к ванне при обслуживании или смене припоя.
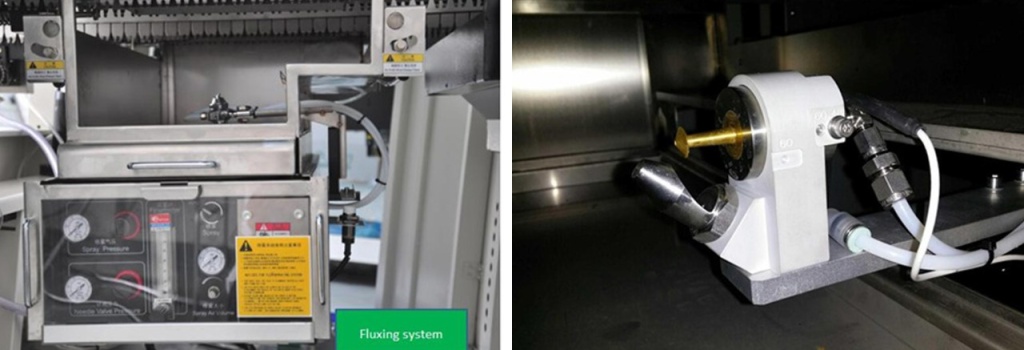
Система автоматического флюсования HWS обеспечивает точность нанесения флюса и его экономичный расход. Она включает самоочищающиеся форсунки и емкость с пневмоподачей флюса для надежной работы. Стандартная комплектация содержит систему дозирования флюса с расходомером, что позволяет снизить расход материала и гарантировать равномерное распыление.Автоматический механизм нанесения использует прецизионные форсунки, установленные на привод с возвратно поступательным движением по оси Y. Это обеспечивает равномерное и точное покрытие флюсом по всей площади платы. Система автоматически адаптируется под размер платы и применяет высокоточный низконапорный распылитель, что дает превосходное покрытие и проникновение флюса в монтажные отверстия.
Секция конвекционного предварительного нагрева длиной 1800 мм обеспечивает плавный и контролируемый прогрев плат перед пайкой. Трехзонная система с принудительной конвекцией горячим воздухом и независимым управлением температурой в каждой зоне позволяет точно формировать необходимый термопрофиль. Это критически важно для:
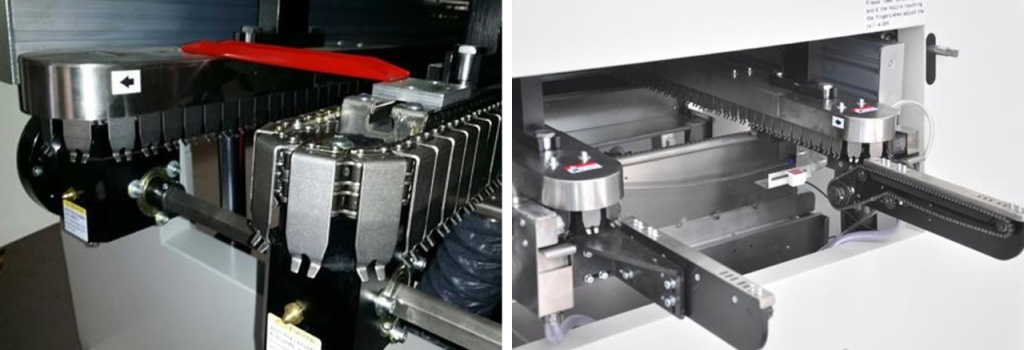
Конвейер с титановыми «пальцами» обеспечивает надежную транспортировку плат через все зоны системы. Входная секция в виде цепного конвейера упрощает встраивание системы в автоматизированные конвейерные линии. Основной титановый пальчиковый конвейер оснащен моторизированной регулировкой ширины. Это позволяет быстро адаптировать конвейер под размер платы, сокращая время переналадки и исключая ошибки оператора. Встроенный очиститель поддерживает чистоту и работоспособность «пальцев». Для точной настройки процесса угол наклона конвейера регулируется от 4° до 7°, а скорость транспортировки плавно изменяется от 0.5 до 2.2 м/мин, обеспечивая оптимальную производительность. Для крупноформатных и тяжелых плат доступна опциональная центральная поддерживающая направляющая, предотвращающая прогиб в зоне пайки.
Опция азотной среды (N₂) в зоне пайки кардинально снижает окисление припоя за счет создания инертной атмосферы с минимальным содержанием кислорода.
Зачем это нужно:

В процессе пайки двойной волной, печатная плата сначала проходит через первую волну припоя, которая часто называется «турбулентной волной». Эта волна имеет высокое давление и создает турбулентность, что способствует лучшему смачиванию и заполнению припоем всех контактных площадок и отверстий на плате. Однако, турбулентность может приводить к образованию перемычек между близко расположенными контактами. Затем плата проходит через вторую волну, которая называется «ламинарной волной». Эта волна имеет более низкую скорость истечения и более пологую форму, что позволяет ей устранять перемычки, образованные первой волной, и формировать аккуратные галтели на контактных площадках. Независимое управление обеими волнами позволяет получить лучшее смачивание, заполнение зазоров и образование качественных галтелей, а также устранять перемычки и другие дефекты, возникающие при пайке первой волной. Двойная волна использоваться как для компонентов с вы-водами, так и для компонентов поверхностного монтажа.
Процесс управляется мощными высокотемпературными моторами, прокачивающими припой через ванну из титанового сплава,что обеспечивает долгий срок службы даже в экстремальных условиях. Прецизионная моторизированная система отвечает за два ключевых действия: плавное вертикальное перемещение ванны для точной настройки высоты и формы волны припоя и горизонтальное выдвижение для быстрого и безопасного доступа к ванне при обслуживании или смене припоя.
Система автоматического флюсования HWS обеспечивает точность нанесения флюса и его экономичный расход. Она включает самоочищающиеся форсунки и емкость с пневмоподачей флюса для надежной работы. Стандартная комплектация содержит систему дозирования флюса с расходомером, что позволяет снизить расход материала и гарантировать равномерное распыление.Автоматический механизм нанесения использует прецизионные форсунки, установленные на привод с возвратно поступательным движением по оси Y. Это обеспечивает равномерное и точное покрытие флюсом по всей площади платы. Система автоматически адаптируется под размер платы и применяет высокоточный низконапорный распылитель, что дает превосходное покрытие и проникновение флюса в монтажные отверстия.
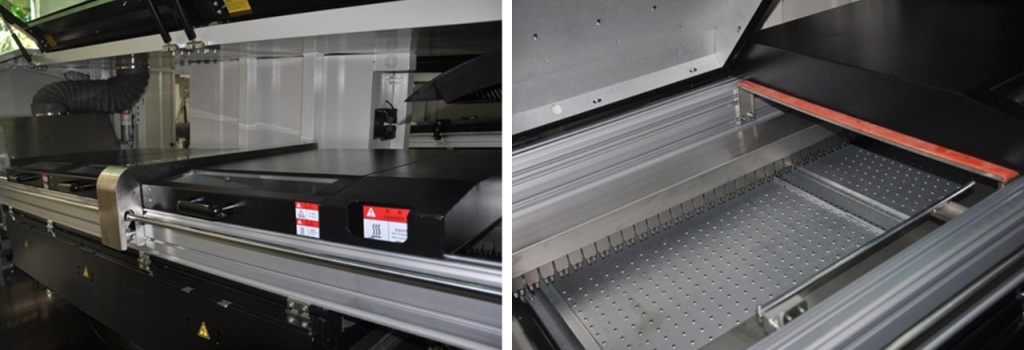
Секция конвекционного предварительного нагрева длиной 1800 мм обеспечивает плавный и контролируемый прогрев плат перед пайкой. Трехзонная система с принудительной конвекцией горячим воздухом и независимым управлением температурой в каждой зоне позволяет точно формировать необходимый термопрофиль. Это критически важно для:
- активации флюса и удаления оксидов с поверхностей пайки.
- испарения летучих компонентов флюса до контакта с припоем.
- снижения теплового удара при погружении в расплав
- достижения оптимальной смачиваемости припоем контактных площадок и выводов.
Конвейер с титановыми «пальцами» обеспечивает надежную транспортировку плат через все зоны системы. Входная секция в виде цепного конвейера упрощает встраивание системы в автоматизированные конвейерные линии. Основной титановый пальчиковый конвейер оснащен моторизированной регулировкой ширины. Это позволяет быстро адаптировать конвейер под размер платы, сокращая время переналадки и исключая ошибки оператора. Встроенный очиститель поддерживает чистоту и работоспособность «пальцев». Для точной настройки процесса угол наклона конвейера регулируется от 4° до 7°, а скорость транспортировки плавно изменяется от 0.5 до 2.2 м/мин, обеспечивая оптимальную производительность. Для крупноформатных и тяжелых плат доступна опциональная центральная поддерживающая направляющая, предотвращающая прогиб в зоне пайки.

Опция азотной среды (N₂) в зоне пайки кардинально снижает окисление припоя за счет создания инертной атмосферы с минимальным содержанием кислорода.
Зачем это нужно:
- снижение расхода припоя: меньше окисления – меньше потерь материала в шлам.
- уменьшение затрат на обслуживание: реже требуется очистка ванны от шлама.
- улучшение качества пайки: повышенная смачиваемость припоем контактных площадок и выводов.
- повышение надежности соединений: минимизация дефектов, вызванных окислами.
| Параметры | HWS-350 | HWS-350-N | HWS-450 | HWS-450-N |
| Система управления | Компьютер + ПЛК | |||
| Движение сопла распыления флюса | Шаговый двигатель | |||
| Расходомер флюса | Макс. 100 л/мин. | |||
| Давление воздуха для распыления | 0,25 МПа - 0,4 МПа | |||
| Метод подачи флюса | Автоматический | |||
| Сопло распыления флюса | Lumina ST-6 (отверстие 1,3 мм) | |||
| Габариты платы (ДxШ) | 80 - 400 х 60 - 350 мм | 100 - 500 х 80 - 450 мм | ||
| Скорость конвейера | 300 - 2000 мм/мин. | |||
| Направление конвейера | Слева → направо (Опция: Справа → налево) | |||
| Тип пальцев конвейера (легкие - макс. нагрузка 10-20 кг) | V-типа | |||
| Тип пальцев конвейера (тяжелые макс. нагрузка 70 кг) | V и L-типа | |||
| Регулировка ширины конвейера | Электродвигатель | |||
| Высота конвейера / Угол конвейера / Регулировка угла конвейера | 750 мм ± 20 мм / 5° - 6.5° / Ручная | |||
| Максимальная высота компонента сверху / снизу | 120 мм / 15 мм | 120 мм / 10 мм | 120 мм / 15 мм | 120 мм / 10 мм |
| Количество зон предварительного нагрева | 3 нижние зоны | |||
| Тип предварительного нагрева | Горячий воздух с конвекцией (ИК Опция) | |||
| Длина предварительного нагрева / температура нагрева | 1800 мм / Комнатная темп. - 200°С | |||
| Время выхода в режим | Прибл. 15 мин. (до 150°С) | |||
| Метод контроля температуры | ПИД-регуляторы температуры и твердотельные реле управления нагревателями | |||
| Точность контроля температуры | ±1°С | |||
| Материал ванны припоя | Титановый сплав | |||
| Максимальная высота волны | 15 мм | |||
| Максимальная температура ванны припоя | 300°С | |||
| Ёмкость ванны припоя | 540 кг | |||
| Перемещение ванны припоя | Электродвигатель | |||
| Время разогрева ванны припоя | ~180 мин. (до 250°С) | |||
| Воздушный чиллер | Опция | Опция | ||
| Центральная поддержка платы | Опция | |||
| Удлинённый входной конвейер | Опция (350 / 400 / 500 мм) | |||
| Электропитание | 3 фазы, 380 В, 50 Гц | |||
| Пусковая мощность | 32 кВт | 34 кВт | 32 кВт | 34 кВт |
| Нормальная мощность | 12 кВт | 13 кВт | 12 кВт | 13 кВт |
| Подключение воздуха | 0,5 МПа, потребление до 100 л/мин | |||
| Подключение азота | 0,4 - 0,6 МПа | 0,4 - 0,6 МПа | ||
| Диаметр вытяжной трубы | 200 мм | |||
| Габаритные размеры (ДхШхВ) | 4160 x 1593 x 1735 мм | |||
| Масса | 2050 кг | 2100 кг | 2080 кг | 2150 кг |
| Масса в упаковки | 2660 кг | 2880 кг | 2660 кг | 2880 кг |
Задать вопрос